




准备好领略数控钢筋笼绕筋机优惠多-建贸机械产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:数控钢筋笼绕筋机优惠多-建贸机械的图文介绍



钢筋笼绕筋机操作流程:
一、钢筋笼滚笼机在使用的时候,调节钢筋笼位置的时候,一定要再三确认螺栓是否牢固,以免机械松动,埋下危险的隐患。
二、一旦设备在使用过程时出现问题,应该立即停止工作并进行检查,等待故障全部解决之后再重新启动机器,一定要注意,在维护设备进行检查时,要切断全部电源,切勿在带电状态下进行维修,避免危险来临。
三、设备进行中一定要严格按照说明书进行操作,并且无关人员要远离机器,不得跨越机器进行操作,设备通电启动前必须确保所有人员应远离设备,以免发生危险。
四、绕筋机在使用过程中,操作工必须全神贯注,时刻要注意机器的情况以及周围的环境,切忌离开设备进行工作。
一、钢筋笼滚笼机在使用的时候,调节钢筋笼位置的时候,一定要再三确认螺栓是否牢固,以免机械松动,埋下危险的隐患。
二、一旦设备在使用过程时出现问题,应该立即停止工作并进行检查,等待故障全部解决之后再重新启动机器,一定要注意,在维护设备进行检查时,要切断全部电源,切勿在带电状态下进行维修,避免危险来临。
三、设备进行中一定要严格按照说明书进行操作,并且无关人员要远离机器,不得跨越机器进行操作,设备通电启动前必须确保所有人员应远离设备,以免发生危险。
四、绕筋机在使用过程中,操作工必须全神贯注,时刻要注意机器的情况以及周围的环境,切忌离开设备进行工作。



建贸机械设备有限公司是一家集研发、生产、销售、施工及售后服务于一体的稳步快速发展的专业化 广西南宁钢筋弯曲中心厂家,总部设立于长葛市。在打造 广西南宁钢筋弯曲中心品牌文化的同时,公司坚持用企业文化企业核心竞争力,使企业在发展中树立起良好的社会形象。“行远必自迩、追求无止境”,始终坚持质量稳定、服务周到、全程一体化服务于全国各地 广西南宁钢筋弯曲中心消费者。


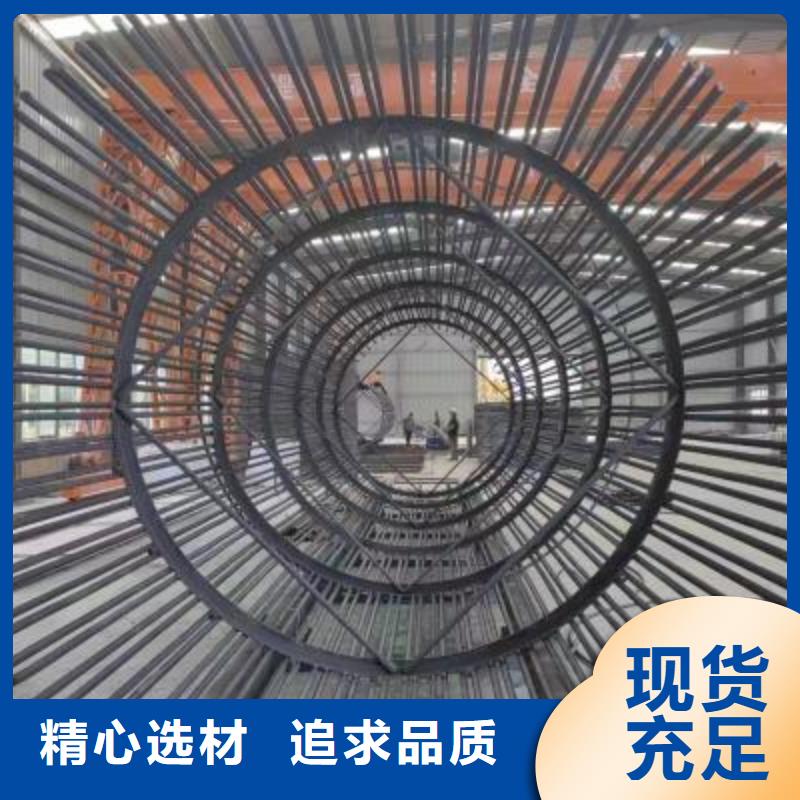
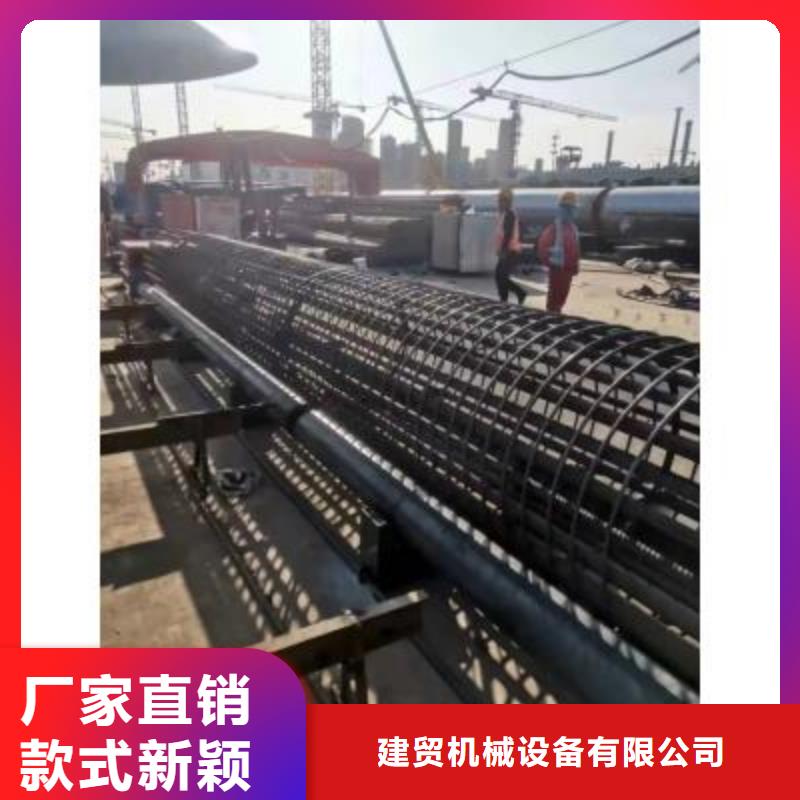
广西南宁钢筋笼滚焊机是一种数控加工钢筋笼的设备,根据施工要求,钢筋笼的主筋通过人工穿过固定盘相应模板园孔至盘的相应孔中进行固定,把盘筋端头先焊接在一根主筋上,通过固定盘及盘转动把绕筋缠绕在主筋上盘是一边一边后移,同时进行焊接,从而形成产品钢筋笼---这就是广西南宁钢筋笼滚焊机,即“钢筋笼成型机”的工作原理。钢筋笼成型机绕筋机特点:加工速度快:正常情况下备料及滚焊部分5人一班,分二班作业,10个人就可以加工出20多个12米长成品的笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。◆ 加工可靠:由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品达到规范要求。在实际中手工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使用机械加工后,监理对机械化加工的钢筋笼基本实行了“”◆ 箍筋拉紧不需搭接,较之手工作业节省材料1.5%,了施工成本。◆ 由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。◆ 机械化加工钢筋笼,在控制方面了保障钢筋笼绕筋机通过两个钢筋场对比情况,人工绕筋一节12米的笼子需要4人3个小时以上的工作量;而通过使用绕筋机,只需要 安排一个机器操作手,一个电焊工人,从到结束只需要40分钟到1个小时的时间就能快速地完成一节笼子的绕筋。



钢筋笼绕筋机2)拉筋系统
牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。
3)电极系统
气动电极,自动调节预紧力,预压力相对恒定,较弹簧预压相比,具有电极冲击小,电极磨损小,焊点更加牢固的特点,焊接过程中的飞溅进一步减小,电极寿命进一步得到延长,在自动焊接过程中电极系统保持相同的距离不变,保证焊接电极与电极板的间距及焊接压力相等。
2、焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。
1)焊接控制系统:由全数字式焊接控制器和接近开关构成,以实现焊接规范的调节和焊接过程的完成。
2)焊接控制主回路系统:
主要由焊接变压器、可控硅元件、铜导体、水冷系统组成,由焊接变压器提供足够的焊接电流,可控硅元件作为焊接回路的无触点开关,和焊接电流调节。冷却管路通过对变压器、可控硅电极的冷却,为设备的正常工作提供保证。
牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。
3)电极系统
气动电极,自动调节预紧力,预压力相对恒定,较弹簧预压相比,具有电极冲击小,电极磨损小,焊点更加牢固的特点,焊接过程中的飞溅进一步减小,电极寿命进一步得到延长,在自动焊接过程中电极系统保持相同的距离不变,保证焊接电极与电极板的间距及焊接压力相等。
2、焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。
1)焊接控制系统:由全数字式焊接控制器和接近开关构成,以实现焊接规范的调节和焊接过程的完成。
2)焊接控制主回路系统:
主要由焊接变压器、可控硅元件、铜导体、水冷系统组成,由焊接变压器提供足够的焊接电流,可控硅元件作为焊接回路的无触点开关,和焊接电流调节。冷却管路通过对变压器、可控硅电极的冷却,为设备的正常工作提供保证。
